VS厂沛纳海616碳纤维表壳腕表评测
今天带给大家的腕表评测来自VS厂的沛纳海616腕表,属于SUBMERSIBLE潜行系列,腕表表径47毫米,表壳为carbotech碳纤维,于2015年推出。
LUMINORSUBMERSIBLE1950CARBOTECH3DAYSAUTOMATIC-47毫米3日动力储存自动专业潜水碳纤维腕表(PAM00616)
经典大气,“碳”无止境
沛纳海「Laboratorio di Idee」(创意工坊)从不曾停止创新的脚步,率先采用carbotech碳纤维复合物料制造高级钟表,并于2015年震撼推出Luminor Submersible 1950 Carbotech 3 Days Automatic 3日动力储存自动专业潜水碳纤维腕表。
Carbotech薄板由碳纤维薄片加入高科技聚合物PEEK(Polyether Ether Ketone -聚醚醚硐)以特定温度经高压压缩而成,使物料更为坚固耐用。表壳原型源于1940年末由沛纳海为意大利海军突击队研发,及后设计取材自品牌于1956年为埃及海军研制的型号,添加了饰有钉饰时目标旋转表框。表框仅可作单向顺时针旋转,精确计算下潜时间,以作专业潜水装备之用,防水性能深达300米。

锻造碳纤维表壳
在说这款腕表之前我们先来了解一下什么是碳纤维,碳纤维carbotech,是一种含碳量在95%以上的高强度、高模量纤维的新型纤维资料。它是由片状石墨微晶等有机纤维沿纤维轴向方向堆砌而成,经碳化及石墨化处理而得到的微晶石墨资料。碳纤维“外柔内刚”,质量比金属铝轻,但强度却高于钢铁,并且具有耐腐蚀、高模量的特性,在国防军工和民用方面都是重要资料。它不只具有碳资料的固有本征特性,又兼备纺织纤维的柔软可加工性,是新一代增强纤维。
今天给我们带来的是VS沛纳海pam616最新升级版。为了使这款PAM616与原装的资料和颜色更挨近,VS专门为PAM616研发了碳钎维。专门为PAM616研发的碳钎维,无论是纹路仍是原料都是十分挨近的了,可是原装纹路的颜色是多颜色的。不管怎么说,VS厂在外壳的工艺上,仍是下了很大的功夫的。
VS厂沛纳海616腕表 V2版本
- 1、 V1 时针不可单独调时,V3版升级时针可单独调时,升级跟GEN一致。
- 2、V1 日历可快调,V3版升级通过时针调历。
- 3、机芯外观设计更接近,相似度达95%以上。
- 4、壳套升级: 采用液压工艺,缎绸碳纤维更坚韧不易崩。
- 5、外观纹路升级:碳纤维纹理达3种以上纹路,升级与GEN一致。
- 6、镜面“鱼眼”效果

1、表壳
在表壳处理上VS采用液压工艺,用缎绸碳纤维材质液压成粗细三种颜色相间的纹路。壳套表面纹路在不同的光线照射下,会反射出不同三种以上的纹路,并且这三种以上的纹路清晰不乱很细致。沛海纳616表径是47mm,相对于其他腕表来说,确实很大,但由于采用碳纤维材质,并不显得笨重,戴上去没有一点压手的感觉。采用液压新工艺使得碳纤维更加紧致,质感纤柔,不容易崩口开裂。这也是新版的一个升级的亮点。

2、圈口
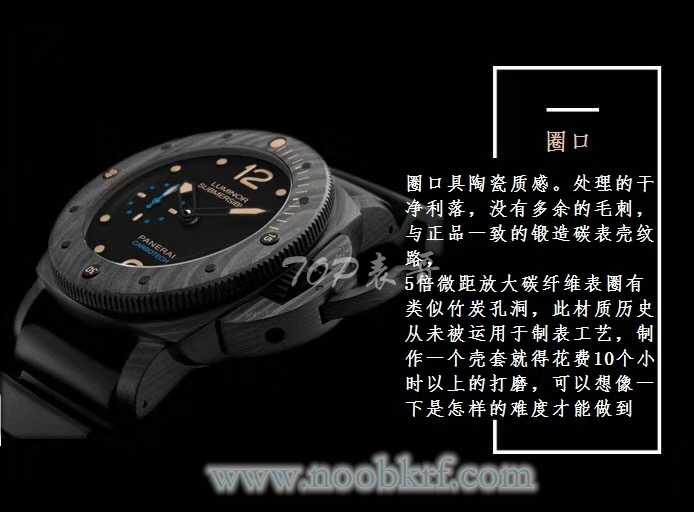
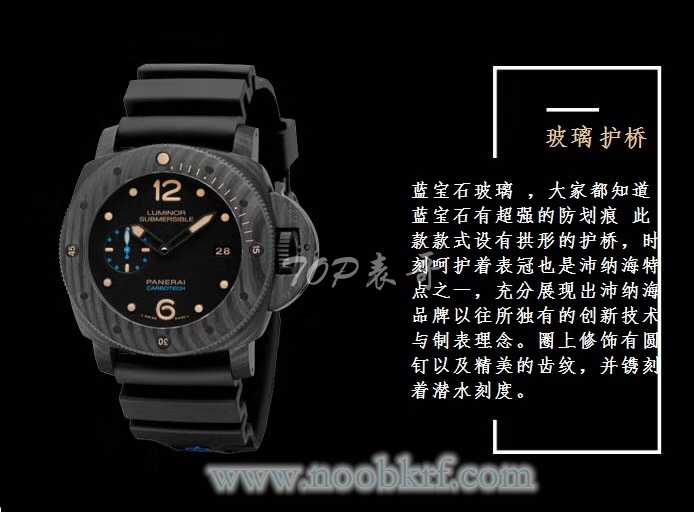
3、镜面与护桥
沛纳海pam616腕表的镜面为蓝宝石镜面材质,纯色的没有镀蓝膜的。黑色表盘凸显运用者沉稳内敛的性情特性,嵌入式夜光数字还有原圆点,时分针镂空设想。沛纳海pam616腕表的镜面为蓝宝石镜面材质,纯色的没有镀蓝膜的。
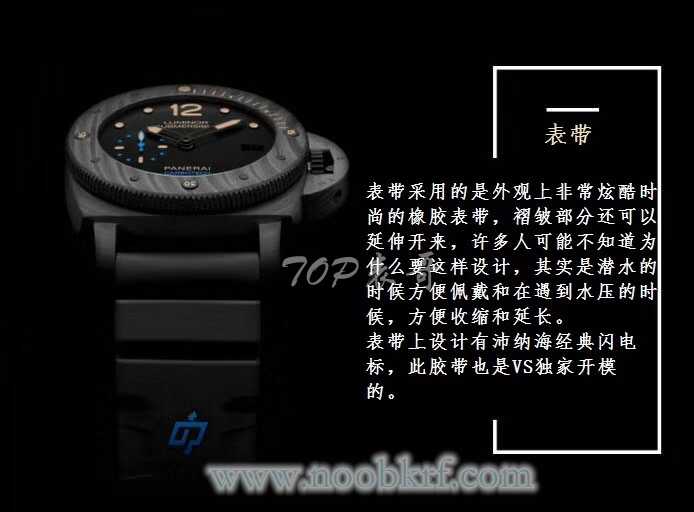
4、表带
表带采用的是马来西亚进口橡胶材质,表带上设计有沛纳海经典闪电标,佩戴起来也是非常贴合手腕,手感柔软,表带的设计很时尚新潮,给人一种年轻充满活力的感觉。
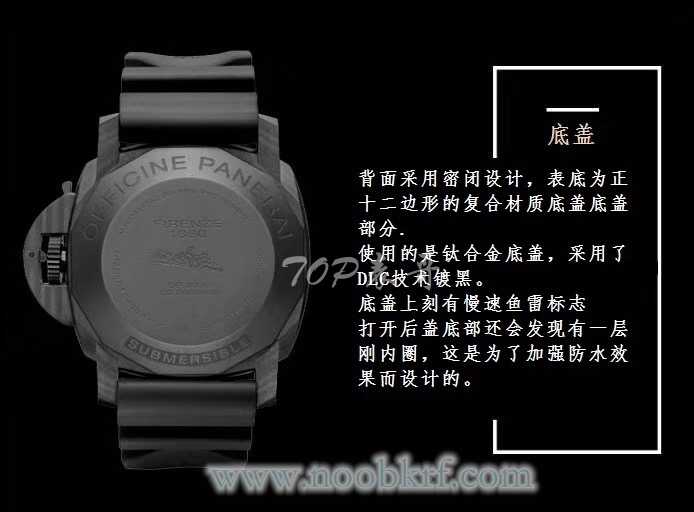
5、底盖
腕表底盖采用密闭设计,表底为正12边形的复合材质底盖,底盖部分使用的是钛合金底盖,而且采用了DLC技术镀黑。底盖上表面有沛纳海SUBMERSIBLE系列特殊的图案,每一个字母、数字、图案的大小、粗细、深浅、比例均对版,得益于VS采用数控激光技术才有如此高的还原度。
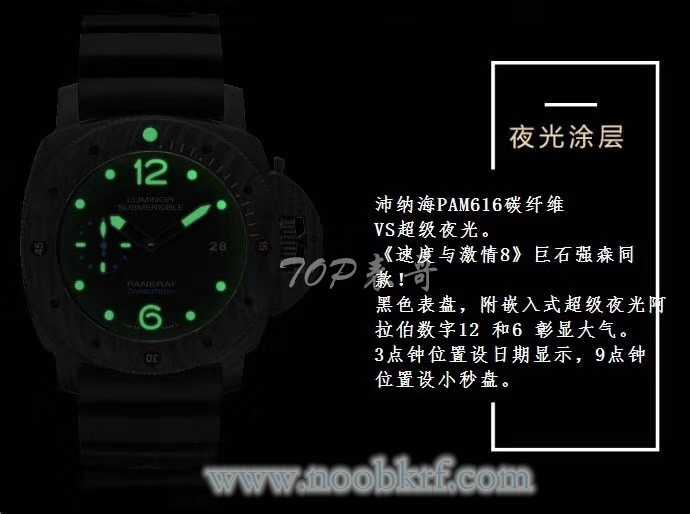
6、夜光
黑色表盘凸显运用者沉稳内敛的性情特性,嵌入式夜光数字还有原圆点,时分针镂空设想,并有夜光涂层。即使是在黑夜,仍然能够明晰读取时光。而刻度与指针上均有夜光涂层,这个涂层的颜色是米黄色的,不是白色,细节做工非常到位。九点钟时标设有计时的小秒表,唆使圆点及秒针接纳蓝棕色相间设想,比照分明,便利计时。进口C3夜光材质填充,增强腕表夜光的亮度和时长。
7、机芯
升级与原装一致 “鱼眼”玻璃,这种镜面侧面看会有很多个弯弯的弧线,这就是鱼眼的效果,而且材质硬度很高。
VS公司经过两年的研发,终于推出VS.9000机芯,VS.9001机芯的摆轮和摆轮甲板位置和沛纳海原装完全符合,彻底区别于国产7750的外观。一体机芯的设计,大大提升机芯的稳定性和精准度,延长机芯使用寿命。每只机芯从生产组装,到成表,经过了层层检测,确保机芯稳定性,综合日误差控制在5s内.
以上为第一代机芯,二代机芯,指针可以快调,升级版功能与正品一致。日历不可以快调,功能与原版一致。GMT针不可以快调,12小时左右走一圈。相似度从85%提升到95%上,外观细节更接近原装正品。机芯摆轮位置真正跟正品一致,新技术开发的新机芯,稳定,降低了偷停等返修问题,其实一代机芯相对于以往7750覆盖甲板的机芯偷停或者自动锤脱落的问题已经大大降低了。

表壳研发过程详解及过程展示
当大部分手手表品牌还沉迷于应用钢或者钛金属做表壳时,沛纳海就在不断地尝试各种技术,新材料,总是能让沛迷们心满意足,把创新材料注入沛纳海品牌里。一提起沛纳海新材料的应用,沛迷总是能够给身边的朋友介绍介绍:例如喜欢钢壳的可以考虑312、359;喜欢钛壳可以考虑351;喜欢青铜壳可以考虑507,382;喜欢陶瓷壳可以考虑441,438、喜欢碳钎维的有vs厂沛纳海616。每当一种新的材料上市,一定会受大家所关注和追捧。自从2015年初官方在网上爆出第一张谍照开始。

表壳的原材料碳纤维胚料。VS工厂需要向上游碳纤维供应商大批量定制沛纳海616纹路的胚料回来加工。工程师先在电脑上画好设计图,然后把图纸导入CNC机器,把碳纤维胚料固定在模具上,CNC机器就可以完整的胚料加工成我们所需要的构件。如果第一次你是第一次看CNC机器加工过程,一定会感叹现在工业设备的先进,就会明白工业设备能够取代很多人力,而且人工加工的标准性还不如机器。这里插一个小话题,有些朋友提过用3D打印技术造手表,效果会更好。但是其实3D打印技术现在还是处于理论阶段,精密度无法达到和材料的局限性。目前国内制造还是以CNC机器加工为主流。


由于加工时,机器窗口是密封的,所以为了让大家能够清晰看到胚料的变化,只能每隔大约15分钟左右,停机检查时取出一个样本。带回来拍照给大家看看。让吃瓜群众解解好奇心。现在的CNC机器,从开始工作到完成,都不要人工干预,自动更换不同刀具,和角度。本来要拍一整台CNC机器给大家看看,工厂不给拍。德国DMG的五轴CNC,一台三十万RMB左右。有兴趣的吃瓜群众,可以自己上网了解。这是加工了15分钟的胚料,侧身可以明显看到一道道CNC加工过的痕迹。

这是加工了45分钟的胚料。护桥位置已经开始加工出来了,表带的生耳孔也一体车出来了。CNC确实挺厉害和先进,能够一次性完整的做出来。

车间地上摆的这些密密麻麻的东西就是CNC机器里所用的刀具,加工PAM616壳身,需要在CNC上安装九把不一样的刀具。削铁如泥的刀具,在碳纤维材料面前,也是那么不经用。加工十来个壳身,就需要更换一次刀具(加工钢壳是几十个才需要更换)

上图就是更换下来的刀具,损耗非常大。刀具用生命在雕刻。大家看看下图,不同磨损程度的报废刀具以及装刀具的塑料壳。

经过60分钟工时加工的胚料,CNC机器开始车壳内侧结构。

经过75分钟工时加工的胚料(右侧)。右侧就是PAM616的加工完毕的壳大身。

这就是加工合格的VS沛纳海616壳大身。单单这个配件就要一台三十万的CNC设备加工近80分钟。刀具的高耗损、CNC加工时间长、加工过程高报废率,所以VS PAM616生产成本费用非常高,甚至比同行业都高。为什么?其实只要CNC加工速度设置快,加工时间缩短,就能降低非常多的生产成本。那为什么不降低呢?一旦速度调快,加工出的壳身非常粗糙,独特的碳纤维纹路无法完全显现出来,而且壳身很多小崩口。大家可以留意市场之前卖的PAM616那些版本,细看就会发现:壳身粗糙,还有很多细微的小崩口。慢工出细活,慢工也增加很多看不到的成本。但是只要大家有对比,就能发现真的有差别。

护桥经过CNC加工出来,再拼装起来,一点一点给雕出来。




圈口胚料以及加工成型过程



表壳成型后对比效果





- [劳力士] VS工厂劳力士迪通拿新款熊猫迪126500丹东4131机芯
- [改装定制..] ZF APS DDF厂爱彼皇家橡树26240ST精钢白盘一体4401机芯改装替用盘面指针日历
- [百达翡丽] BBF工厂百达翡丽CUBITUS系列7128/1G-001白金表壳蓝盘一体330机芯
- [百达翡丽] BBF工厂百达翡丽CUBITUS系列7128/1R-001玫瑰金一体330机芯
- [爱彼AP] ZF厂爱彼皇家橡树26240ST白盘无卡度4401机芯
- [百达翡丽] BBF工厂百达翡丽5821绿盘 26-330机芯
- [卡地亚] AF厂卡地亚山度士大号玫瑰金WGSA0018
- [百达翡丽] WS工厂百达翡丽5167R玫瑰金手雷配重表壳26-330机芯